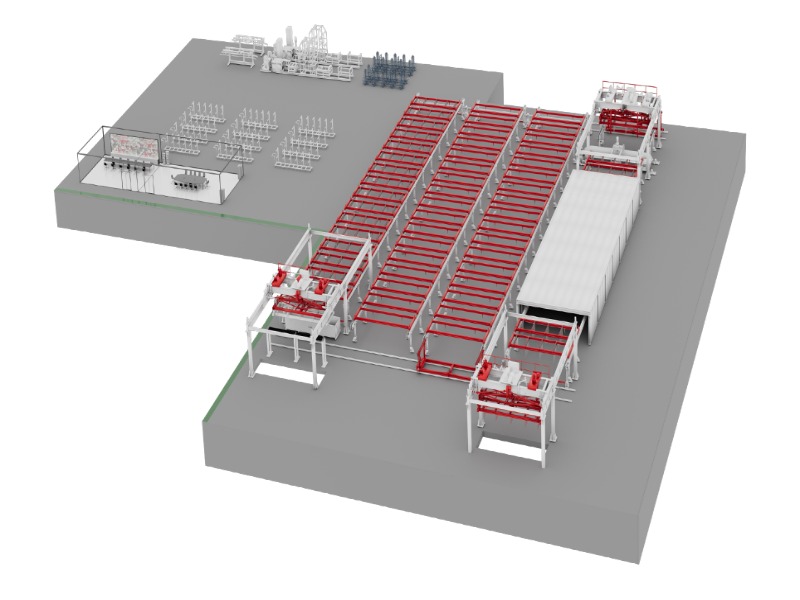
Den globale byggeindustri gennemgår et paradigmeskifte mod bæredygtige, lette og højtydende byggematerialer. På forkant med denne udvikling er autoklaveret luftbeton (AAC), et præfabrikeret murværksprodukt, der tilbyder enestående termisk isolering og strukturel integritet. Effektiviteten og kvaliteten af dette materiale er udelukkende dikteret af præcisionen AAC blok produktionslinje .
Råmaterialeforberedelse og gyllebehandling
Grundlaget for enhver AAC-blokproduktionslinje begynder med den omhyggelige forberedelse af råmaterialer. De primære komponenter omfatter typisk kiselholdige materialer (såsom flyveaske eller kvartssand) og kalkholdige materialer (kalk og cement).
I den indledende fase blandes sand eller flyveaske med vand og bearbejdes i en kuglemølle for at skabe en fin gylle. Samtidig knuses kalk og gips og pulveriseres til fine pulvere. Konsistensen og partikelstørrelsesfordelingen på dette trin er kritisk, da de påvirker den kemiske reaktion under den efterfølgende opskumningsproces. Den forarbejdede gylle opbevares i store omrøringstanke for at forhindre bundfældning, hvilket sikrer en stabil tilførsel til doseringssystemet.
Præcisionsdosering, blanding og støbning
Når råmaterialerne er klargjort, overføres de til doserings- og blandingsenheden - "hjernen" i AAC-blokproduktionslinjen. Dette trin kræver nøjagtighed for at opretholde det endelige produkts strukturelle egenskaber.
Doseringssystemet bruger automatiserede vægte til at veje gyllen, kalken, cementen og aluminiumspulveret i henhold til en foruddefineret formel. Disse ingredienser udledes derefter i en højhastighedsblander. Tilsætningen af aluminiumpulver fungerer som det gasdannende middel. Når den alkaliske kalk og cement reagerer med aluminium, frigives brintgas, hvilket skaber millioner af små, ensartede porer i blandingen.
Efter intensiv blanding støbes det flydende parti i store stålforme. Denne støbeproces skal udføres i et temperaturkontrolleret miljø for at sikre, at den kemiske reaktion starter ensartet.
Forhærdning og hævning (The Green Stage)
Efter støbeprocessen transporteres formene ind i et forhærdekammer. I denne periode "stiger" blandingen som brød, når brintgassen udvider volumenet. Denne fase varer normalt flere timer under specifikke temperatur- og fugtighedsniveauer.
Ved afslutningen af forhærdningen når materialet det, der er kendt som "den grønne kage". Blokkene er faste nok til at kunne håndteres og skæres, men forbliver bløde nok til at blive skåret i skiver med præcisionstråde. Integriteten af AAC-blokproduktionslinjen afhænger i høj grad af stabiliteten af denne forhærdningsfase for at forhindre interne revner eller strukturelle deformiteter.
Højpræcisionsskæring og -formning
Skærestadiet er måske den visuelt imponerende del af AAC-blokproduktionslinjen. En dedikeret kran afstøber den grønne kage og placerer den på en skæremaskine.
Moderne produktionslinjer anvender et dobbeltakset skæresystem:
- Vandret skæring: Ståltråde skærer kagen i den ønskede tykkelse og højde.
- Lodret/Tværskæring: Kagen skæres i bestemte længder.
Denne proces giver mulighed for at skabe blokke, paneler og overliggere med ekstremt snævre tolerancer. Fordi materialet stadig er i sin "grønne" tilstand, kan alt affald, der genereres under skæring, genbruges tilbage til gylleforberedelsesstadiet, hvilket gør AAC-blokproduktionslinjen til en af de miljøvenlige fremstillingsprocesser i industrien.
Autoklavering: Den hydrotermiske reaktion
Det afgørende kendetegn ved AAC er autoklaveringsprocessen. De udskårne blokke fyldes i en stor trykbeholder kendt som en autoklave. Her udsættes de for højtryksdamp (typisk 10 til 12 bar) og høje temperaturer (omkring 180°C til 190°C) i cirka 10 til 12 timer.
Under disse hydrotermiske forhold reagerer silica og calcium for at danne Tobermorite - en krystallinsk struktur, der giver AAC sin unikke styrke, stabilitet og brandmodstand. Uden denne specifikke kemiske transformation ville blokkene mangle den bæreevne, der kræves til moderne byggeri.
Slutbehandling og kvalitetskontrol
Efter at autoklaveringscyklussen er afsluttet, afkøles blokkene og flyttes til separations- og emballeringslinjen. Fordi blokkene kan klæbe lidt til hinanden under højtrykstilberedningen, bruges en "separator" ofte til forsigtigt at skille dem ad.
Den sidste fase af AAC-blokproduktionslinjen involverer streng kvalitetsinspektion. Blokke kontrolleres for dimensionsnøjagtighed, trykstyrke og tør densitet. Når de er verificeret, palleteres blokkene og krympepakkes til transport.
Teknisk oversigtstabel
Følgende tabel opsummerer de primære funktioner for hver station inden for en standardproduktionsfacilitet:
| Produktionsfase | Primært udstyr involveret | Kernemål |
|---|---|---|
| Materialeforberedelse | Kuglemølle, Gylletanke | Opnåelse af ensartet partikelfinhed og gylletæthed. |
| Dosering/blanding | Automatisk vægt, højhastighedsblander | Præcis kemisk formulering og gasfrigivelsesinitiering. |
| Casting | Forme, Distributionsvogn | Hæld blandingen for ensartet volumenudvidelse. |
| Skæring | Lodrette og vandrette skæremaskiner | At forme den grønne kage med høj dimensionel nøjagtighed. |
| Autoklavering | Højtryks autoklaver | Fremkaldelse af den hydrotermiske reaktion for endelig styrke. |
| Emballage | Separatorer, pallemaskiner | Klargøring af det færdige produkt til logistik og opbevaring. |
Konklusion
AAC-blokproduktionslinjen repræsenterer et mesterværk inden for kemi- og maskinteknik. Ved at integrere automatiseret dosering, præcis trådskæring og avanceret hydrotermisk behandling omdanner processen simple jordmineraler til en byggeløsning. Da byggeverdenen fortsætter med at prioritere energieffektivitet og kulstofreduktion, vil AAC-blokproduktionslinjens rolle forblive afgørende i udformningen af fremtidens bæredygtige byer.